
Суперпластичная формовка 101: подробное руководство для начинающих и экспертов
Сверхпластическая формовка позволила изготавливать детали уникальной формы, легкие и очень прочные в отличие от литья.
Этот комплексный подход реализуется в различных сферах, включая авиакосмическую и автомобильную, медицинскую технику и бытовую электронику.
Что такое сверхпластическое формование?
Сверхпластическая формовка — это метод производства, при котором горячий лист металла растягивается и формуется в сложные конструкции с помощью давления газа.
Вы помещаете металл в печь при температуре, которая превращает металл в суперпластик, растягиваемый без разрывов металла. Вы следите за этим, используя давление газа для последовательного процесса формования в матрице.
Техника сверхпластической формовки
Вы делаете это либо путем придания базовой структуре сложной и детальной формы, либо путем улучшения базовой структуры. В аэрокосмической и автомобильной промышленности принято снижать вес детали, одновременно увеличивая ее прочность и возможности.
Преимущества сверхпластической формовки.
Экономия средств за счет формирования одной детали
Он позволяет не только объединить несколько компонентов в одну деталь, но и уменьшить два драгоценных ресурса предприятия.
Это связано с тем, что изготавливаемые формы сложны за одну операцию, в результате чего для сборки требуется меньше деталей. Меньше этапов сборки и связанных с этим затрат на рабочую силу, что в конечном итоге приводит к огромной экономии затрат на производстве.
Улучшение производственных возможностей
Эта технология позволяет производить изделия того же или большего размера, более прочные и легкие, которые невозможно изготовить традиционными методами.
Эти компоненты идеально подходят для аэрокосмической, автомобильной и многих других отраслей промышленности, где соотношение прочности и веса имеет решающее значение.
Меньше упругого возврата
Сверхпластическая деформация имеет низкую упругую отдачу, что гарантирует идеальное сохранение формы деталей в конечном профиле после их формования.
Способность этой функции обеспечивать жесткие допуски и высокую точность размеров исключает необходимость корректировки или доработки после формования.
Требование к одному инструменту.
Хотя для сверхпластической формовки используется только одна форма, процедура с использованием инструментов упрощается и снижает затраты на оснастку. В отличие от традиционных процедур формирования, которые могут потребовать использования нескольких инструментов для создания сложных форм.
Сверхпластическая формовка композитов позволяет создавать сложные формы с помощью одного инструмента, упрощая производство и сводя к минимуму общую стоимость.
Сложные формы
С помощью сверхпластической формовки вы можете создавать сложные, трудные или невозможные формы, используя обычные методы. Эта техника дает вам возможность создавать детали с тонкими изгибами, углами и деталями, которые обычно отвечают потребностям современного дизайна.
Сокращение вторичных операций
Благодаря исключению сложных операций механической обработки или соединения, суперпластическая формовка acb сокращает производственные нормы и время, одновременно сокращая затраты. Это уникальное свойство позволяет производить фасонные детали, готовые к использованию, что позволяет избежать ненужных операций и потерь материала.
Улучшенные свойства материала
С помощью сверхпластической формовки вы можете сохранить структурную целостность и прочность материала, пока ему придается определенная форма.
Кульминацией этого являются детали с улучшенными механическими свойствами, такими как улучшенное соотношение прочности к весу и расширенные пределы выносливости, что приводит к повышению общей производительности и долговечности продукта.
Деформационные характеристики в сверхпластичности.
· Высокая пластичность
Деформируясь в условиях сверхпластичности, металлические материалы демонстрируют необычайно высокую пластичность, что позволяет им подвергаться большим деформациям, не разрушаясь.
Благодаря этой функции вы можете создавать сложные формы и растягивать материал в трехмерные формы без каких-либо структурных нарушений.
· Однородная деформация
Сверхпластичность обеспечивает однородную деформацию всех компонентов материала, гарантируя однородную форму и толщину. По этой причине дефекты сводятся к минимуму, конечные продукты получаются однородно деформируемыми, а механические свойства гарантируются при предсказуемом качестве.
· Низкая чувствительность к скорости деформации
В сверхпластическом состоянии металлы мало чувствительны к скорости деформации, а это означает, что они могут сохранять свою пластичность в широком диапазоне значений скорости деформации.
Такие характеристики позволяют точно настроить процесс формования, что приводит к производству точных изделий одинакового качества и точности.
· Скольжение границ зерна
Основным принципом сверхпластичности является зернограничное скольжение, которое наблюдается либо в отдельных фазах, либо в границах зерен, находящихся под напряжением. Эта функция позволяет прессовать материал при низкой температуре и высокой скорости деформации, и, таким образом, он может легко затекать в форму в процессе сверхпластического формования.
· Локализация потока
Локализованная деформация или концентрация потока могут возникать в сверхпластических материалах, соседних с геометрическими особенностями или областями фокуса напряжений. Регулирование капиллярности путем локализации имеет большое значение, поскольку оно может нанести ущерб равномерной деформации и, в конечном итоге, привести к преждевременному разрушению.
Процесс сверхпластического формования
Нагрев материала
Сначала вы нагреваете металлический лист до температуры сверхпластичности, которая обычно находится в определенном диапазоне в зависимости от состава материала.
Эта температура жизненно важна для перехода в сверхпластическое состояние, которое позволяет материалу подвергаться длительной деформации без растрескивания. Нагрев может осуществляться либо за счет нагрева в печи, либо за счет локального индукционного нагрева, что обеспечивает равномерное распределение температуры по всему листу.
Подготовка штампа
Поместите формующую матрицу, придав желаемую форму конечному компоненту. Губка штампа должна быть точно обработана, чтобы обеспечить точное контурирование детали и хорошую подачу материала, необходимые для процесса формовки. Матрицу можно обработать специальной обработкой поверхности или покрытием, чтобы уменьшить трение и обеспечить плавное освобождение детали после завершения процедуры.
Размещение нагреваемого листа
Точно расположите горячий металлический лист в штампе, обеспечив выравнивание и ориентацию для получения целевой формы. Лист следует надежно зажать или удерживать, чтобы гарантировать, что в процессе формования не произойдет никакого смещения и, таким образом, будет сохранена точность всех размеров.
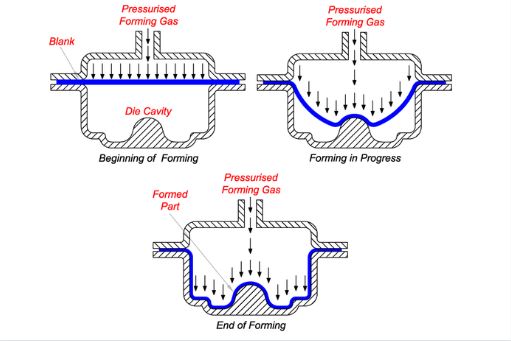
Применение давления газа
Вы заставляете аргон или азот заполнить формующую камеру и оказываете давление на нагретый металлический лист. Поскольку к листу приложено давление газа, лист будет деформироваться и втекать в контуры формовочной матрицы.
Регулируйте давление и газораспределение с целью достижения равномерной деформации и сохранения целостности продукта.
Формирование компонента
Соответствующее высокое давление газов заставляет материал изменяться; сверхпластичный материал растягивается и принимает форму штампа.
Внимательно контролируйте процесс, чтобы материал продолжал растекаться равномерно и не допускал появления дефектов, таких как образование складок или истончение. Изменяйте условия обработки, продолжая улучшать условия формовки, чтобы получить детали желаемых размеров и характеристик поверхности.
Охлаждение и удаление компонента
После завершения процесса формования постепенно снижайте температуру формованной детали, чтобы сохранить ее форму и механические свойства стабильными.
Охлаждение может достигаться за счет ручной скорости охлаждения или закалки, в зависимости от материала и характеристик детали. После остывания медленно извлеките фасонную деталь из формы, уделяя особое внимание избежанию структурных дефектов и деформаций.
Операции постформирования, такие как обрезка, отделка или сборка, могут выполняться по мере необходимости, чтобы подготовить компонент к конечному использованию.

Процесс сверхпластического формования
Факторы, влияющие на процесс сверхпластической формовки.
· Температура
Для успешной деформации вы должны убедиться, что температура материала находится в пределах диапазона сверхпластичности. При более высоких температурах пластичность повышается, что снижает давление потока и делает материал более пластичным.
Температура контролируется очень точно, чтобы предотвратить слишком большой рост куклы и ухудшение качества материала детали.
· Скорость деформации
Измените скорость применения растяжения к материалу. Более низкие скорости деформации в основном представляют собой явления измельчения деформации, которые способствуют пластическому поведению, и, следовательно, материал способен удлиняться до предела. Тем не менее, низкие скорости деформации могут удлинить цикл формования, если их применять в широком масштабе.
Регулируйте скорость деформации по характеристикам материала, а не по самой скорости деформации, и назначайте необходимую деформацию в зависимости от его свойств.
· Размер зерна
Обратите внимание на размер зерен материала, поскольку более мелкие зерна обычно характеризуются превосходными сверхпластическими характеристиками.
Мелкость зерен образует зону зернограничного скольжения, способствующую сверхпластичности за счет обеспечения равномерной деформации и равномерного распределения деформации.
· Материальная композиция
Выбирайте материалы с соответствующими компонентами для сверхпластической формовки, обычно это сплавы с высокой пластичностью и мелкодисперсной микроструктурой.
Легирование также влияет на эти свойства путем применения химических модификаций, таких как размер зерна, фазовая стабильность и механизм деформации. Выбирайте сырье, обладающее хорошей сверхпластичностью и поддающееся формованию.
· Контроль давления и газа
Отрегулируйте поток газа и размер закрывающейся заслонки (камеры), чтобы обеспечить плавное течение материала и его деформацию до точной формы. Предварительное распределение различного давления гарантирует устранение морщин или истончений пластины. Поддерживайте максимальную скорость потока и давление в процессе формовки и делайте детали более высокого уровня качества.
· Проектирование оснастки и штампов
Приобретите специальные приспособления для очистки и формования, штампы для формования, разработанные в соответствии со спецификациями формовки сверхпластиков.
Определите этапы штамповки от конфигурации (формования) до отделки и контроля температуры; и упростить перемещение материалов (более плавно их прилегать) для более высоких звуковых частот. Тщательно проанализируйте углы уклона, радиусы и линии разъема, чтобы облегчить выпуск формованных деталей и избежать дефектов, вызванных инструментами.
Различные методы сверхпластической формовки.
Выдувное формование одного листа
Один лист Выдувное формование нанять одного сверхпластичный лист который необходимо нагреть перед его формированием в одной полости штампа с помощью давления газа. Используемый метод лучше всего подходит для изготовления деталей простой формы, и часто он используется для прототипов или мелкосерийного производства.

Выдувное формование листов
Высокоскоростная выдувная формовка
Управляя быстрым давлением газа, гибкие пластмассы позволяют человеку быстро преобразовать продукт в соответствии со своей волей со значительной скоростью. Таким образом, мы ожидаем, что производительность и время цикла также вырастут.

Высокоскоростная выдувная формовка
В примере с промышленным роботом скорость, пропускная способность и эффективность являются наиболее важными факторами, вызывающими беспокойство.
Формирование полых полостей
Создайте пустоты или пустоты, придя в ярость и активировав дополнительные функции, такие как концевая фреза у основания матрицы. В ходе этого процесса сверхпластичный материал растягивается и формируется вокруг других деталей в сложные детали с внутренними потоками.
Он широко используется в производстве легких конструктивных элементов, образующих системы с полыми полостями, особенно в авиационной и автомобильной промышленности.

Формирование полых полостей
Формирование нескольких листов
Применяйте суперпластичные материалы, соединенные вместе и производимые одновременно, для создания конструкций различной толщины или прочности.
Это возможность использовать различные материалы или добавлять армирующие слои, что позволяет создавать компоненты с улучшенными характеристиками и функциональностью.

Многоэтапное поэтапное формование листов
Быстрое формование пластика
За счет уменьшения поступления тепла и времени, затрачиваемого на обработку, подразумевается, что количество используемой энергии будет меньше.
Сверхпластичность при быстром нагреве методами индукционного или микроволнового нагрева – это технологии, лежащие в основе быстрого нагрева. формование пластика с высокой производительностью и сохранением хороших характеристик деталей. Они, по-видимому, наиболее эффективны в областях, где критически важны высокая экономичность и большой объём производства.

Быстрое формование пластика
Виды сверхпластических материалов.
- Алюминиевые сплавы (АА5083 и АА7475.
- Титановый сплав Ти-АИ-4В.
- Магниевый сплав АЗ31 (при 425).
- Суперсплавы на основе никеля.
Ограничения сверхпластической формовки
Материальные ограничения
Прежде чем приступить к формованию шейки при сверхпластической формовке, некоторые материалы, которые необходимо позаботиться о выборе материала, не подходят для какой-либо сверхпластической формовки. Некоторые материалы не обладают необходимой гибкостью или зернистостью, которые важны для деформации. Выбирайте материалы в зависимости от процесса формования, а также характеристик, необходимых для компонента.
Оборудование и возможности
Важно отметить, что этот процесс требует таких функций, как специальное оборудование и инструменты, стоимость которых как при покупке, так и при обслуживании высока.
Проанализируйте инвестиции в основное оборудование, такое как печи, формовочные прессы и штампы. С высоким риском обслуживания и замены инструмента и других эксплуатационных расходов.
Отсутствие их реального моделирования
Убедитесь, что вы знаете, что SPF хорош для отливки трехмерных фигур простой и средней сложности, а не симметричных точных деталей.
Детали, как большие, так и маленькие, и их сложные формы могут стать проблемой при равномерном потоке материала, а также при проектировании оснастки. Проверьте геометрию и возможность формирования, которые должны соответствовать параметрам оборудования, а также свойствам материалов.
Проблемы управления процессами.
Убедитесь, что вы справляетесь с проблемами управления процессом, которые могут постоянно возникать при сверхпластической формовке, включая однородность температуры, распределение давления газа и постоянство деформации.
Почти оптимальные условия формования требуют точной настройки параметров, включая скорость нагрева, скорость деформации и скорость охлаждения, которые в основном подвержены нарушениям, что препятствует стабильности процесса формования.
Рост материального зерна
Поэтому в этом контексте убедитесь, что, поскольку он образуется при высоких температурах, не возникает опасности роста зерен, как это могло бы быть, и свойства могут быть снижены.
Сверхрасстояния зерен Майера могут ухудшить сверхпластичность и, таким образом, вызвать дефекты, такие как трещины и разрывы. Замедлить рост зерна можно за счет таких схем, как температурный диапазон или измельчение материала, что значительно улучшает зерновую структуру материала.
Практическое применение
- Аэрокосмические компоненты.
- Кузовные панели автомобилей.
- Производство медицинского оборудования.
- Корпус бытовой электроники.
- Оборудование возобновляемой энергетики.
- Оборона и военное применение
Заключение
Суперпластическая формовка — это технология, которая меняет производственный процесс, позволяя компаниям создавать сложные конструкции. Если вы ищете поставщиков для инвестиций в производство деталей, например, в автомобильной промышленности, этот метод сделает вашу работу более эффективной.
Больше ресурсов:
Типы станков с ЧПУ – Источник: ЦИНФА
Формовка пластика – Источник: SCIENCE DIRECT

