Как программировать токарный станок с ЧПУ — полное руководство
Программирование токарных станков с ЧПУ позволит вам выполнять точные операции резки, резьбы и сверления.
На самом деле, программирование токарного станка с ЧПУ требует опыта и знаний. Это потому, что вы должны быть знакомы с работающий станок с ЧПУ и коды.
В этом руководстве мы рассмотрим подробный и практический подход к процессу программирования токарных станков с ЧПУ.
Взгляните:

Понимание программирования токарных станков с ЧПУ
Программирование токарного станка с ЧПУ — это написание кода, который информирует станок о том, как делать разрезы, повороты, а также формы вашей заготовки. Для этого, G-кодыи М-коды используются для описания движения, скорости и функциональности смены инструмента, используемых на станке.
В идеале все это подпадает под общую тему, которая называется: числовое программное управление.
Подготовка к программированию токарного станка с ЧПУ
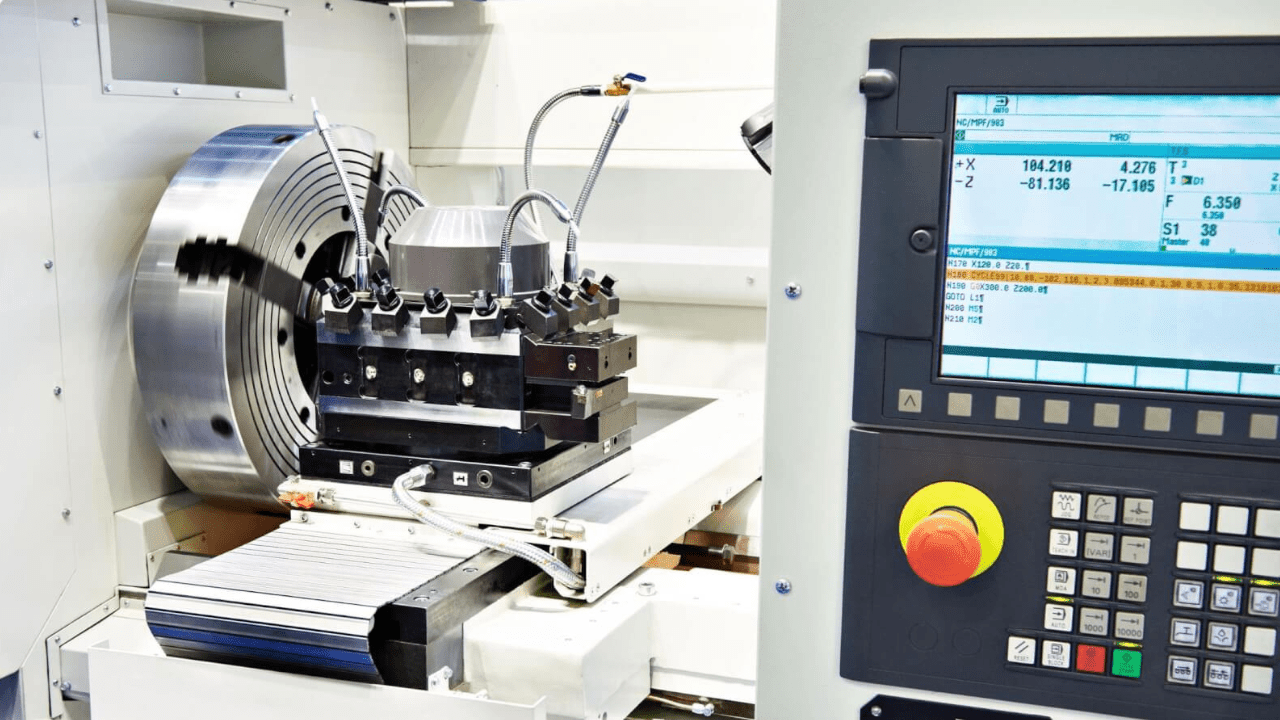
1. Выбор подходящего токарного станка с ЧПУ
Это для вашего Обработка на станках с ЧПУ потребности, которые вы должны выбрать правильный токарный станок с ЧПУ. Существуют различные типы токарных станков с ЧПУ, такие как горизонтальный ЧПУ, вертикальный ЧПУ, и Швейцарские типы ЧПУ, предлагая различные преимущества. Токарный станок швейцарского типа идеально подходит для достижения точности при обработке небольших сложных деталей.
С другой стороны, горизонтальные токарные станки лучше поддерживают и стабилизируют более крупные компоненты. Ваш выбор также будет зависеть от различных аспектов, таких как мощность шпинделя, производительность инструмента и автоматизированные функции. Таким образом, соответствие производственным требованиям гарантирует, что вы избежите неэффективности и дорогостоящих ошибок на вашем станке.
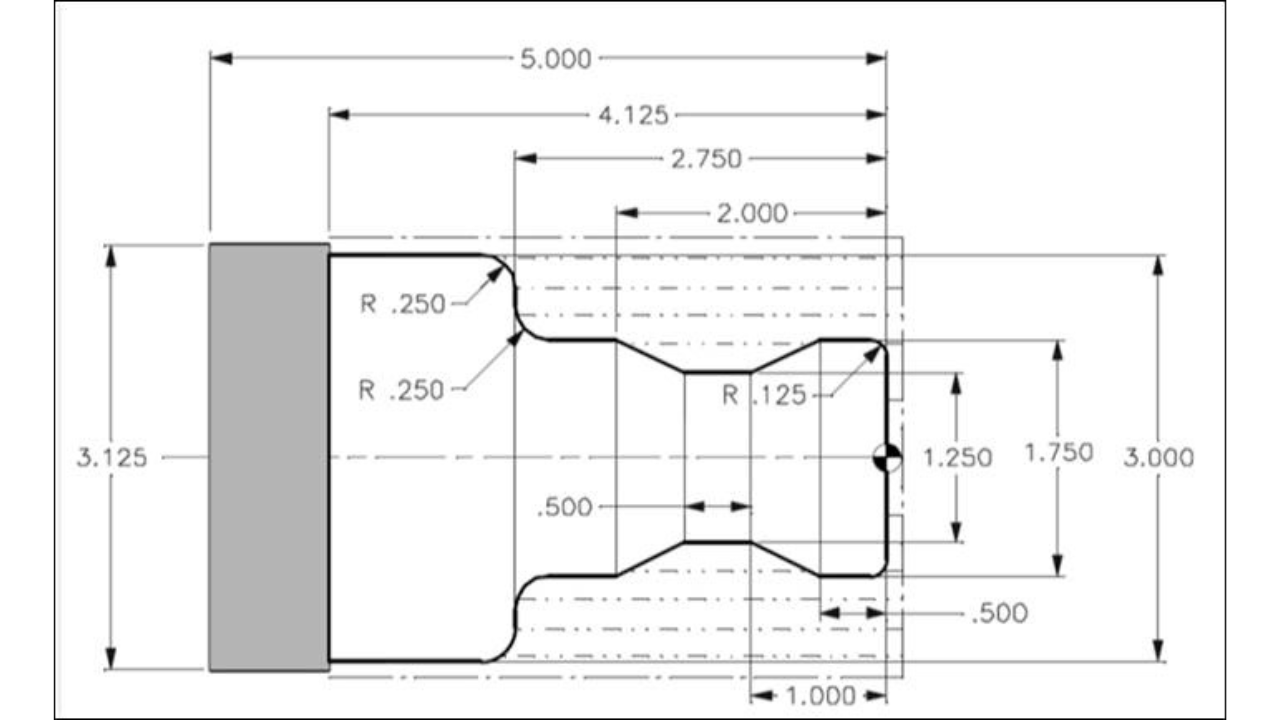
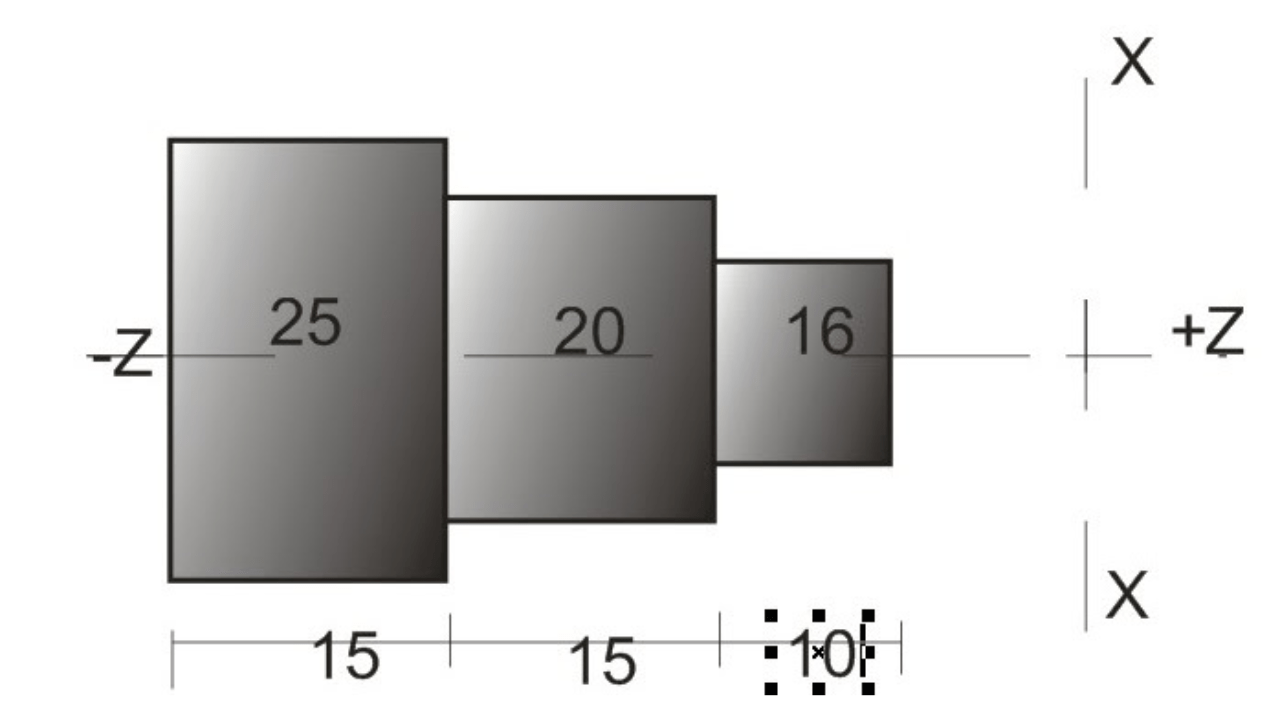
2. Знайте характеристики заготовки
Программирование любого токарного станка с ЧПУ требует определенных предварительных знаний, включая знания о материалах, а также о размерах, особенно на заготовке. Например, следует отметить, что параметры резки различаются для таких металлов, как алюминий, сталь и титан, по сравнению с полимерами или композитами.
Кроме того, каждый из данных материалов по-разному реагирует как на тепло, так и на давление, тем самым влияя на скорость подачи и даже выбор инструмента. Неучет этих аспектов приводит к неправильным резам, слишком большому количеству отходов или разрушению инструмента.
3. Выбор правильных инструментов для резки
Что касается точности, срока службы инструмента и эффективности, наиболее важным фактором при выборе режущего инструмента является выбор режущего инструмента. Выберите держатель инструмента и вставку, которые соответствуют материалу заготовки и типу используемого процесса обработки.
Твердосплавные пластины лучше подходят для высокоскоростной резки, а инструменты из быстрорежущей стали будут лучше работать при более низких скоростях резки, поскольку они, как правило, более гибкие.
Геометрия инструмента, в частности, передние углы и стружколом, также играют роль в качестве поверхности и эвакуации стружки. Таким образом, использование правильных инструментов снижает износ, сокращает время простоя и способствует общей производительности обработки.
4. Методы крепления и фиксации деталей
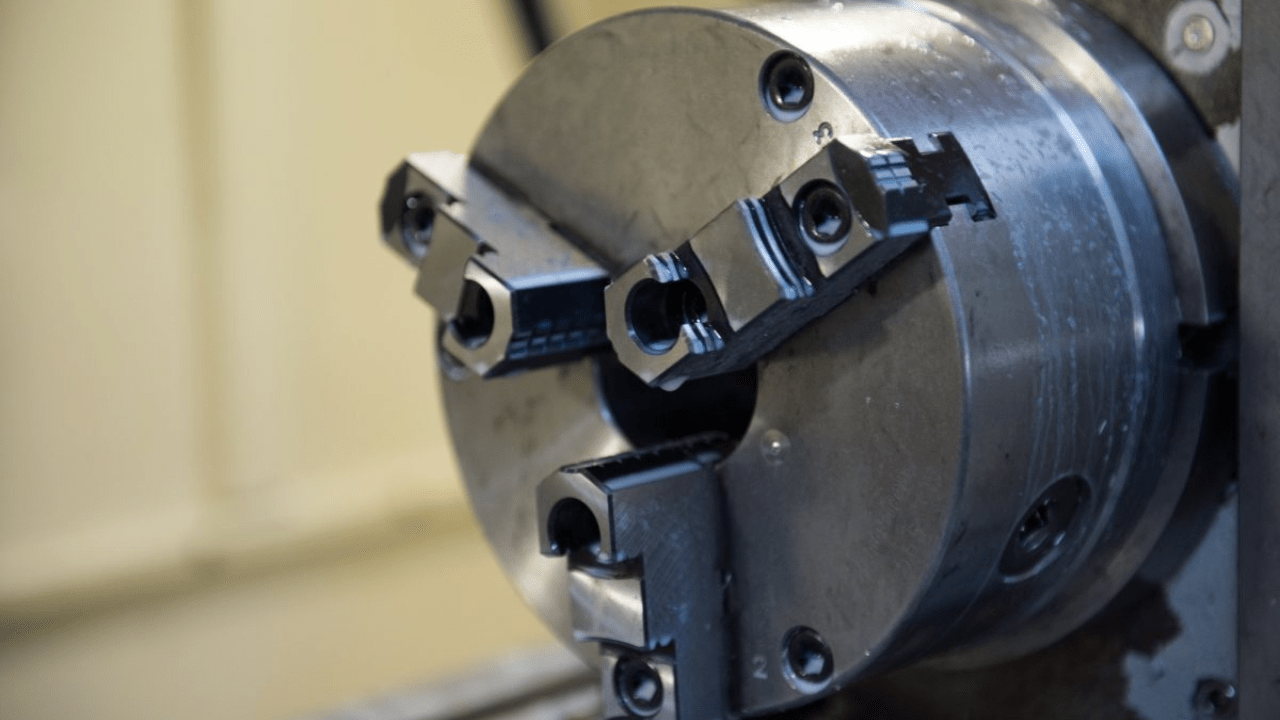
Способ закрепления заготовки должен предотвращать движение во время обработки и, таким образом, способствовать точности. К зажимным приспособлениям относятся патроны, цанги и планшайбы, которые лучше всего подходят для разных деталей.
Трехкулачковый патрон подходит для общего удержания круглых заготовок, в то время как цанга обеспечивает более высокую точность для более мелких деталей. С другой стороны, планшайбы будут удерживать заготовки неправильной формы.
Таким образом, хорошее крепление заготовки уменьшает вибрацию, удерживает заготовку в устойчивом положении и предотвращает перекос во время обработки. Если заготовка не закреплена должным образом, это приведет к неточности или повреждению станка.
Настройка токарного станка с ЧПУ
· Включение и инициализация машины
Самый первый шаг к программированию и резке на токарном станке с ЧПУ — это включение станка. При включении станка система управления проводит самодиагностику, чтобы проверить, что все функционирует правильно.
Например, процесс возврата в исходное положение — это процесс, который перемещает станок в исходное положение, переустанавливая ось и подготавливая его к точному перемещению. Пропуск этого процесса может привести к несоосности или неправильному позиционированию инструмента. С помощью панели управления вы можете затем проверить системные настройки, смещения инструментов и параметры шпинделя перед началом операции обработки.
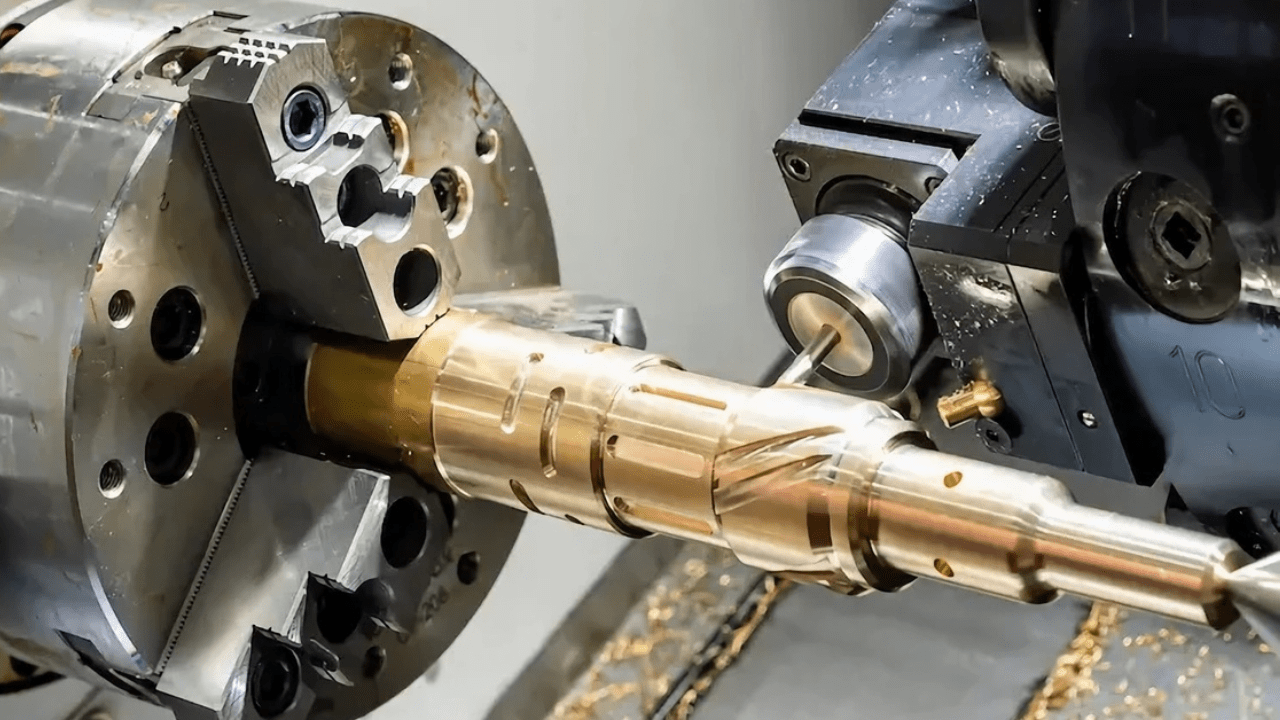
· Загрузка заготовки и ее правильное закрепление
Для точной обработки требуется хорошее позиционирование заготовки. В зависимости от формы, размера и типа материала заготовки выбирается способ крепления заготовки.
Например, вы будете использовать трехкулачковый патрон для обработки круглых деталей, но вам нужен четырехкулачковый патрон для фиксации неровных форм, чтобы обеспечить более точное выравнивание. Однако для мелких деталей цанговый патрон зажимает их надлежащим образом, не прикладывая слишком большого давления. Таким образом, хорошее выравнивание предотвращает вибрацию, что необходимо для обеспечения плавной и точной резки.
Кроме того, зажимные силы должны быть сбалансированы, чтобы предотвратить деформацию заготовки. Чрезмерный зажим может привести к раздавливанию заготовки, тогда как недостаточный зажим может привести к ее проскальзыванию.
Поэтому вам следует проверить токарный станок, вручную вращая шпиндель, чтобы убедиться, что заготовка надежно закреплена. Если заметите какое-либо движение или колебание заготовки, необходимо выполнить регулировку, чтобы избежать ошибок обработки. Таким образом, правильный зажим означает меньшую вероятность поломки инструмента и большую размерную точность во время процесса.
· Выбор инструмента и настройка смещения инструмента
Выбор правильного инструмента для работы определяет эффективность резки и качество поверхности. Существуют различные инструменты, которые выполняют различные операции, такие как черновая обработка, сверление, чистовая обработка и нарезание резьбы.
Например, твердосплавные пластины очень долговечны и поэтому подходят для высокоскоростной резки металлов, а быстрорежущие стали более гибки для обработки более мягких материалов.
С другой стороны, держатели инструмента необходимы для стабильности и минимизации прогиба. Таким образом, жесткая установка инструмента обеспечивает очень малое дрожание, увеличивая срок службы инструмента и обеспечивая воспроизводимые результаты.
Кроме того, для точной резки используются смещения инструмента. Каждый инструмент имеет отдельное смещение, используемое для определения точного положения этого инструмента относительно заготовки. Без правильного ввода этих значений в систему ЧПУ невозможно обеспечить правильную глубину реза, и могут возникнуть столкновения.
Некоторые машины обеспечивают автоматическое измерение инструмента с помощью зонда, в то время как другие требуют ручного ввода. Проверка смещения инструмента перед началом любой операции обработки помогает исключить дорогостоящие ошибки и поддерживать качество детали.
· Установка нулевой точки заготовки
Обнуление означает, что токарный станок с ЧПУ может точно выполнять все запрограммированные команды. Это отправная точка для начала резки станка. Поскольку большинство токарных станков теперь используют систему смещения заготовки, например, G54–G59, для нескольких настроек можно определить различные нулевые положения.
Это важно, поскольку, если эта точка не установлена должным образом, инструмент будет резать в неправильном месте и повредит заготовку или оборудование.
Обычно нулевая точка может быть определена с помощью сенсорного инструмента или искателя кромок. На некоторых токарных станках с ЧПУ автоматические системы зондирования точно устанавливают эту позицию. После установки нулевой точки все траектории инструмента измеряются от этой точки отсчета.
Невыполнение этого требования приведет к неправильно измеренным деталям и отходам материала. Точная установка нулевой отметки обеспечивает правильное выравнивание детали и позволяет избежать ошибок при обработке.
· Расчет скорости вращения шпинделя и скорости подачи
Скорость вращения шпинделя — это скорость вращения режущего инструмента, а скорость подачи соответствует скорости, с которой фреза входит в материал. Вам следует тщательно настроить эти два параметра для эффективного удаления материала без износа инструмента.
Более того, идеальный диапазон варьируется в зависимости от материала заготовки, типа инструмента и требуемой отделки поверхности. Более низкие скорости необходимы для более твердых материалов, а более высокие скорости могут быть допущены для более мягких материалов без накопления тепла.
Скорость подачи также влияет на эффективность резания и образование стружки. Таким образом, низкая скорость подачи обеспечит гладкую отделку, но может также истирать инструмент, тем самым сокращая его срок службы.

Написание программы для токарного станка с ЧПУ
1. Формат и структура программы
Программы ЧПУ требуют предписанного формата. Каждая строка состоит из G-кодов (команд движения) и M-кодов (команд станка). Хорошее форматирование гарантирует отсутствие ошибок и плавное выполнение.
2. Комментарии и документация
Программирование в виде комментариев позволяет программисту понимать код позже. Например, «СМЕНА ИНСТРУМЕНТА ДЛЯ ГРУНТОВОЙ РЕЗКИ» описывает, для чего используется эта команда. Хорошо документированные программы уменьшают вероятность путаницы и незаменимы для обнаружения ошибок.
3. Важные G-коды и M-коды ЧПУ
G-коды, используемые в токарных операциях (G00, G01, G02, G03)
- G00 – Быстрое движение (нережущее движение)
- G01 – Прямолинейная резка с контролируемой подачей
- G02 – Резка по часовой стрелке
- G03 – Дуговая резка против часовой стрелки
Перемещение и позиционирование инструмента
- G90 (абсолютное позиционирование): движения основаны на нулевой точке отсчета.
- G91 (Пошаговое позиционирование): движения основаны на предыдущей позиции.
Команды управления шпинделем и смены инструмента (M03, M04, M06)
- M03 – Шпиндель ВКЛ (по часовой стрелке)
- M04 – Шпиндель ВКЛ (против часовой стрелки)
- M06 – Смена инструмента
Создание базовой программы токарного станка с ЧПУ
1. Начальные команды настройки
Перед началом обработки необходимо выполнить правильную настройку для плавной работы. Программа начинается с подготовительных команд, которые настраивают машину на операцию.
Например, G21 используется для установки метрических единиц измерения, тогда как G20 — для дюймовых единиц измерения, чтобы избежать ошибок преобразования.
Система координат работы также должна быть установлена с использованием либо G54, G55, либо других смещений. Это определяет положение заготовки, чтобы можно было выполнять точные перемещения.
Правильная активация шпинделя и выбор инструмента также включены в настройку. Команда M03 активирует шпиндель по часовой стрелке, тогда как M04 управляет им против часовой стрелки. Вы должны назначить скорость шпинделя командой S в соответствии с требованиями к резке материала.
Более того, выбор правильного инструмента с помощью T и M06 заставит машину загрузить нужную фрезу. Эти команды являются строительными блоками для упорядоченного и эффективного процесса обработки, без которых машина просто не сможет работать должным образом.
2. Команды чернового и чистового прохода
Черновые операции предназначены для быстрого и эффективного удаления излишков материала. Такие команды, как G00 для быстрого позиционирования и G01 для контролируемых линейных перемещений, применяются для направления инструмента на протяжении первой операции резания.
Вам нужна команда F, чтобы указать подходящую скорость подачи с учетом скорости и сил резания.
Поэтому черновые проходы обычно включают несколько приращений глубины для минимизации нагрузки на инструмент и предотвращения накопления избыточного тепла.
3. Сверление, нарезание резьбы, проточка канавок
Для сверления необходимо иметь точное позиционирование и контроль глубины, чтобы делать точные отверстия. Простой цикл сверления активируется G81, в то время как сверление с выбиванием выполняется с помощью G83.
Кроме того, необходимо указать скорость вращения шпинделя, скорость подачи и глубину для предотвращения поломки инструмента. Сочетание правильного размера сверла и правильного использования охлаждающих жидкостей может помочь сохранить качество отверстия и срок службы инструмента на самом высоком уровне.
Таким образом, неправильная стратегия сверления приводит к образованию стружки, деформации инструмента и изменению диаметра отверстий.
Нарезание резьбы синхронизирует вращение шпинделя и перемещение инструмента. G76 и G92 задают команды для создания точной внешней или внутренней резьбы. Чтобы избежать разрыва материала и чрезмерного износа инструмента, необходимо контролировать глубину резания.
Для операций проточки канавок инструменты также используются для вырезания углублений или каналов в заготовке. Инструменты подвергаются меньшей нагрузке, а удаление стружки облегчается с помощью команды G75 для проточки канавок.
4. Использование подпрограмм и циклов
Подпрограммы облегчают задачу программирования для повторяющихся процессов обработки. Например, команды M98 вызывают подпрограмму, чтобы предварительно загруженные последовательности резки можно было использовать повторно. Это экономит время и снижает вероятность ошибки в программировании.
В случае обработки нескольких идентичных деталей подпрограммы гарантируют, что тот же код будет применен без переписывания кода. Пренебрежение использованием подпрограмм почти всегда приводит к длинным программам, которые становится все труднее отлаживать и изменять.
Кроме того, циклы упрощают оптимизацию движений инструмента, предоставляя возможность повторения определенных команд. Например, команда M99 позволяет зацикливать любую подпрограмму, используемую в производстве. Циклы могут использоваться для повторяющихся операций, таких как сверление отверстий, нарезание резьбы или контурирование.
Ввод и моделирование программы
1. Передача программы на токарный станок с ЧПУ
Вам все равно придется перенести программу на станок после того, как вы закончите писать программу токарного станка с ЧПУ. Использование USB-накопителей, прямого числового программного управления или прямого ввода через панель управления являются распространенными методами переноса в большинстве токарных станков с ЧПУ.
Самый простой и быстрый способ загрузки программ для автономных станков — через USB-передачу. Прямое числовое управление связывает токарный станок с ЧПУ с компьютером и позволяет передавать данные в режиме реального времени.
С другой стороны, ручной ввод кода требует аккуратного нажатия клавиш, чтобы избежать ошибок, но небольшое изменение можно сделать прямо на машине. Большинство этих методов переноса зависят от вашего рабочего процесса, возможностей машины и требований, предъявляемых к сложности программы.
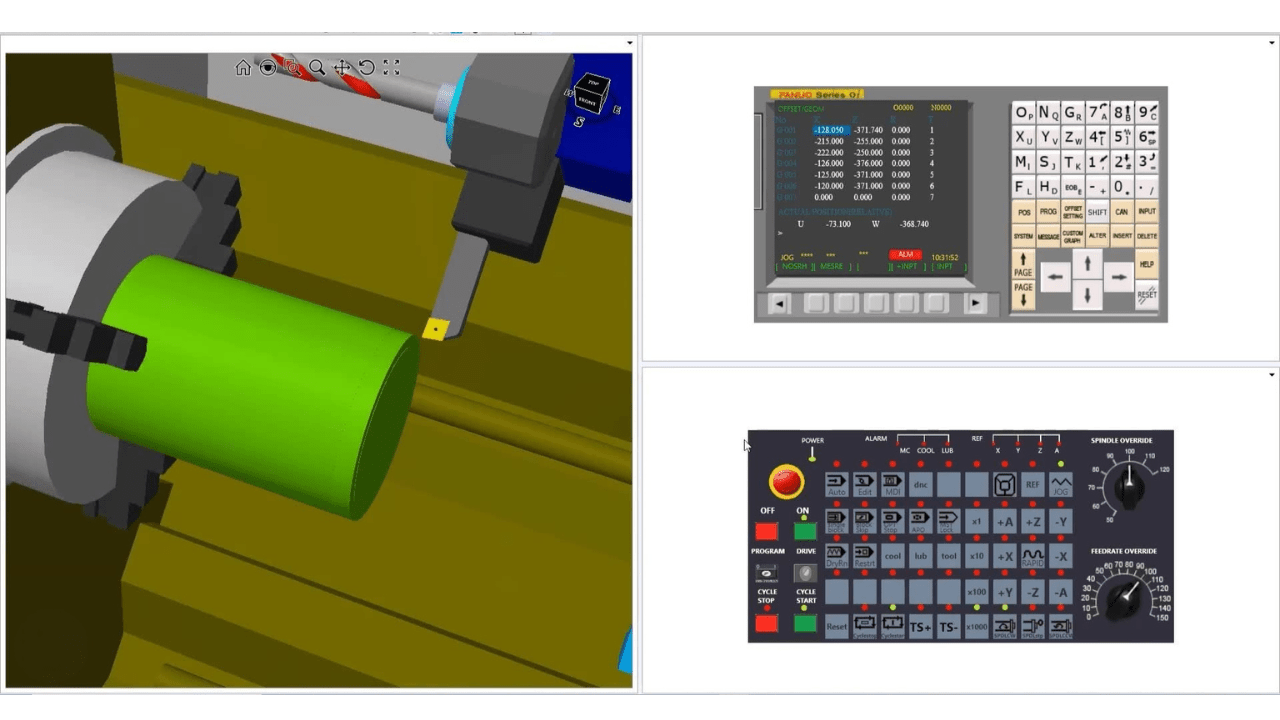
2. Пробный прогон
Выполнение пробного прогона перед обработкой детали помогает проверить точность программирования. Пробный прогон позволяет токарному станку с ЧПУ выполнять программу, не разрезая материал, чтобы движения инструмента действительно следовали по намеченному пути.
Пробный прогон поможет обнаружить неправильные смещения инструмента, несоответствующие координаты и неожиданные сбои инструмента из-за ошибок программирования. Многие токарные станки с ЧПУ имеют возможность графического моделирования для визуального представления движений инструмента, что упрощает обнаружение ошибок. Такое раннее обнаружение помогает избежать дорогостоящих ошибок и повреждений станка или заготовки.
Кроме того, пробный запуск будет включать мониторинг поведения траектории инструмента, чтобы обеспечить плавную работу. Если есть нежелательные остановки, внезапные рывки или неправильная скорость, используемая шпинделем, то это означает, что есть ошибка программирования, и ее необходимо исправить.
Более того, проверка скоростей подачи и смены инструмента во время моделирования еще больше гарантирует, что каждая операция выполняется так, как задумано. В случае возникновения ошибки, анализ программы построчно исправит ошибку.
3. Отладка траекторий движения инструментов
Даже после хорошего холостого хода ваш анализ программы для оптимизации повышает эффективность обработки. Обзор траектории инструмента помогает гарантировать, что каждое движение движется по наиболее прямому и эффективному пути.
Чрезмерное отвод инструментов, чрезмерно быстрые движения и ненужные проходы просто увеличивают время цикла и повреждают режущие инструменты. Таким образом, регулировка этих траекторий сокращает время обработки без ущерба для точности.
Кроме того, настраивая скорость подачи и скорость шпинделя в соответствии с вашими характеристиками резки данного материала, обеспечивается оптимальная производительность программы. Таким образом, незначительные вмешательства здесь приводят к повышению производительности и увеличению срока службы инструмента.
Более того, последний шаг отладки означает поиск и исправление любых последних ошибок в программе. Тщательная проверка G-кодов и M-кодов гарантирует, что они позволяют каждой команде действовать в соответствии с ее командой. Проверка на отсутствие смены инструмента, неправильное время задержки или противоречивые команды предотвращает необоснованные перерывы в обработке.
Запуск программы на токарном станке с ЧПУ
· Проверка настройки перед выполнением
Перед использованием проверьте выравнивание шпинделя и заготовки, а также количество смещений инструмента.
· Пошаговый запуск процесса обработки
Начните с выполнения одного шага за раз, чтобы убедиться в правильности всех движений, прежде чем приступать к выполнению всей программы.
· Контроль износа инструмента
Постоянно следите за износом или поломкой инструмента. Возможно, необходимо оптимизировать скорость подачи или заменить изношенные инструменты.
· Обработка непредвиденных ошибок
В случае возникновения аварийной ситуации следует остановить станок и диагностировать проблему, используя экран ЧПУ или руководство.

Контроль качества постобработки
· Проверка готовой заготовки
Используя штангенциркуль или микрометр, следует сравнить общий размер с предлагаемым.
· Измерение размеров
Измерители шероховатости помогают проверить правильность отделки.
· Регулировка смещений
Если измерения немного отличаются, следует скорректировать допуски, изменив смещения заготовки или инструмента, чтобы повысить точность.
· Сохранение и оптимизация программы для будущего использования
Всегда следует сохранять рабочие программы и оптимизировать кодирование для сокращения времени обработки.
Высокотехнологичные технологии программирования токарных станков с ЧПУ
1. Использование макросов и параметрики
Вы можете использовать макросы и параметрическое программирование, чтобы легко автоматизировать повторяющиеся задачи и тем самым сделать свою программу гибкой.
Вместо того, чтобы писать отдельные коды для более или менее похожих операций, вы можете определять переменные и использовать условные операторы, чтобы траектории инструмента могли создаваться динамически. В свою очередь, это экономит время программирования и проверки на наличие ошибок. Кроме того, это позволяет быстро изменять размеры и допуски без необходимости переписывать всю программу.
2. Использование программного обеспечения CAD CAM
Программное обеспечение CAD CAM способно проектировать и генерировать программы ЧПУ для производства очень сложных компонентов. Оно предоставляет вам возможность создавать цифровые модели и автоматически генерировать оптимизированные траектории инструмента вместо того, чтобы вручную создавать каждое движение в программе. Таким образом, вы можете достичь точности и сократить человеческие ошибки с помощью этого метода.
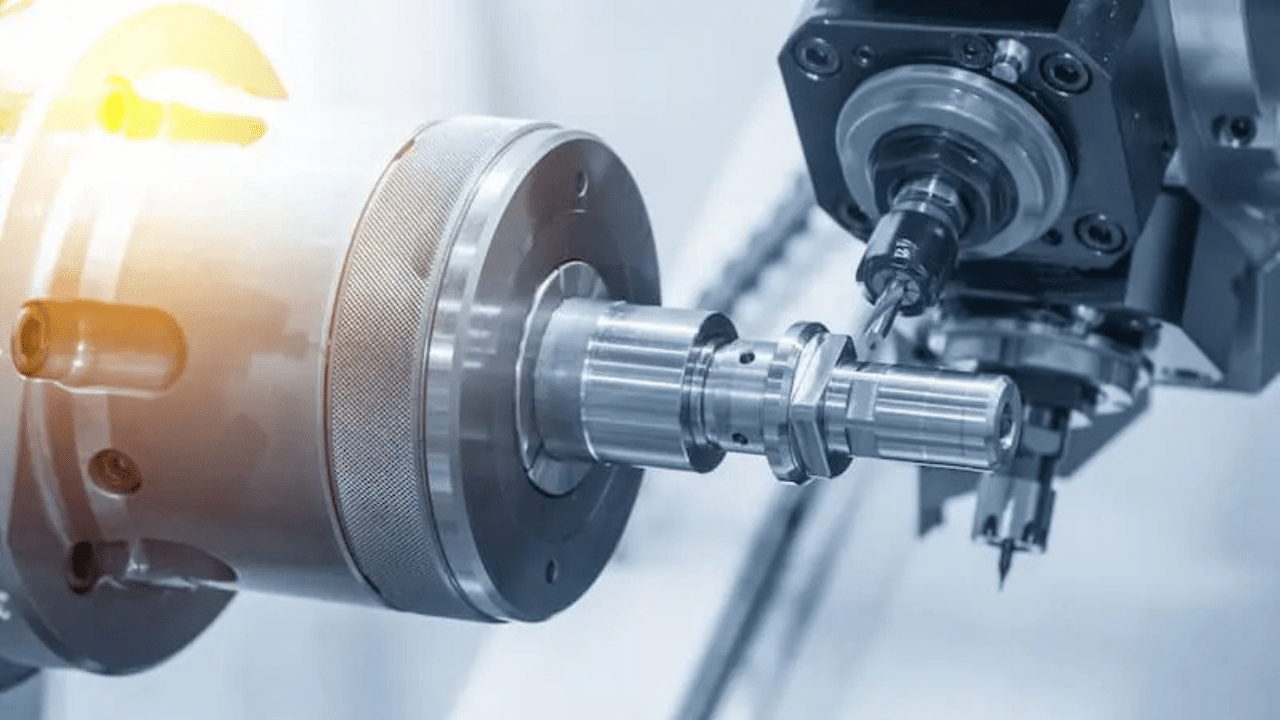
3. Многокоординатная токарная обработка
Широкий спектр сложных геометрий может быть обработан за одну установку с помощью многоосевой токарной обработки. Вместо перемещения заготовки в различные установки, одновременное движение с осями позволит выполнять операции токарной обработки, фрезерования или сверления.
Благодаря интеграции живого инструмента фрезерование, сверление или нарезание резьбы производятся на токарном станке. Это сокращает время цикла, а также дальнейшую обработку на станке. Таким образом, использование многоосевой технологии повышает точность и производительность.
4. Автоматизация
Автоматизация и адаптивная обработка позволили сделать процесс производства более эффективным. Автоматизированные устройства смены инструмента вместе с роботизированными загрузчиками поддерживают бесперебойность процессов, сокращая человеческий контакт.

Распространенные ошибки программирования токарных станков с ЧПУ и как их избежать
· Неправильные смещения инструмента и настройки координат
Неправильные смещения приводят к несоосности и ошибкам при обработке, поэтому всегда проверяйте значения перед резкой.
· Неправильный выбор подачи и скорости
Неправильные настройки приводят к плохому результату или износу инструмента. Поэтому следует следовать рекомендациям производителя.
· Несоблюдение правил безопасности
Пропуская проверки безопасности, вы рискуете получить травму, а также повредить машину.
· Неправильная интерпретация функций G-кода и M-кода
Более глубокое понимание каждой команды помогает предотвратить непредсказуемое движение инструмента.
Заключение
Точность и настройка программы токарного станка с ЧПУ требуют большой концентрации и внимательности. Кроме того, знание G-кода, инструмента и контроля качества поможет вам разрабатывать программы, которые будут быстрыми и без ошибок.
Вам нужны специалисты по производству и программированию токарных станков с ЧПУ? Специалисты TSINFA всегда готовы помочь. свяжитесь с нами сейчас.