كيفية برمجة مخرطة CNC – دليل كامل
ستتيح لك برمجة مخرطة CNC إجراء عمليات القطع والنحت والحفر بدقة.
في الواقع، تتطلب برمجة مخرطة CNC خبرةً ومهارةً. وذلك لأنك يجب أن تكون على درايةٍ بـ تشغيل آلة CNC والرموز.
في هذا الدليل، سوف نستكشف نهجًا تفصيليًا وعمليًا لعملية برمجة ماكينة المخرطة CNC.
خذ نظرة:

فهم برمجة مخرطة CNC
برمجة مخرطة CNC هي كتابة الكود، الذي يُبقي الآلة على اطلاع بكيفية إجراء القطع والخراطة، بالإضافة إلى أشكال قطعة العمل. لهذا، رموز Gورموز M يتم استخدامها لوصف الحركة والسرعة ووظيفة تغيير الأداة المستخدمة على الماكينة.
ومن الناحية المثالية، يقع كل هذا تحت موضوع واسع يسمى، التحكم العددي.
التحضير لبرمجة مخرطة CNC
1. اختيار آلة مخرطة CNC المناسبة
إنه من أجلك تصنيع باستخدام الحاسب الآلي احتياجات يجب عليك اختيارها بشكل صحيح مخرطة CNC. هناك أنواع مختلفة من مخرطات CNC مثل CNC الأفقي، آلة CNC عمودية، و أنواع CNC السويسريةتقدم مزايا متنوعة. المخرطة السويسرية مثالية لتحقيق الدقة في القطع الصغيرة والمعقدة.
من ناحية أخرى، تدعم المخارط الأفقية المكونات الأكبر حجمًا وتثبّتها بشكل أفضل. يعتمد اختيارك أيضًا على عوامل مختلفة، مثل قوة المغزل، وسعة الأداة، والميزات الآلية. وبالتالي، فإن تلبية متطلبات الإنتاج تضمن لك تجنب انخفاض الكفاءة والأخطاء المكلفة في آلتك.
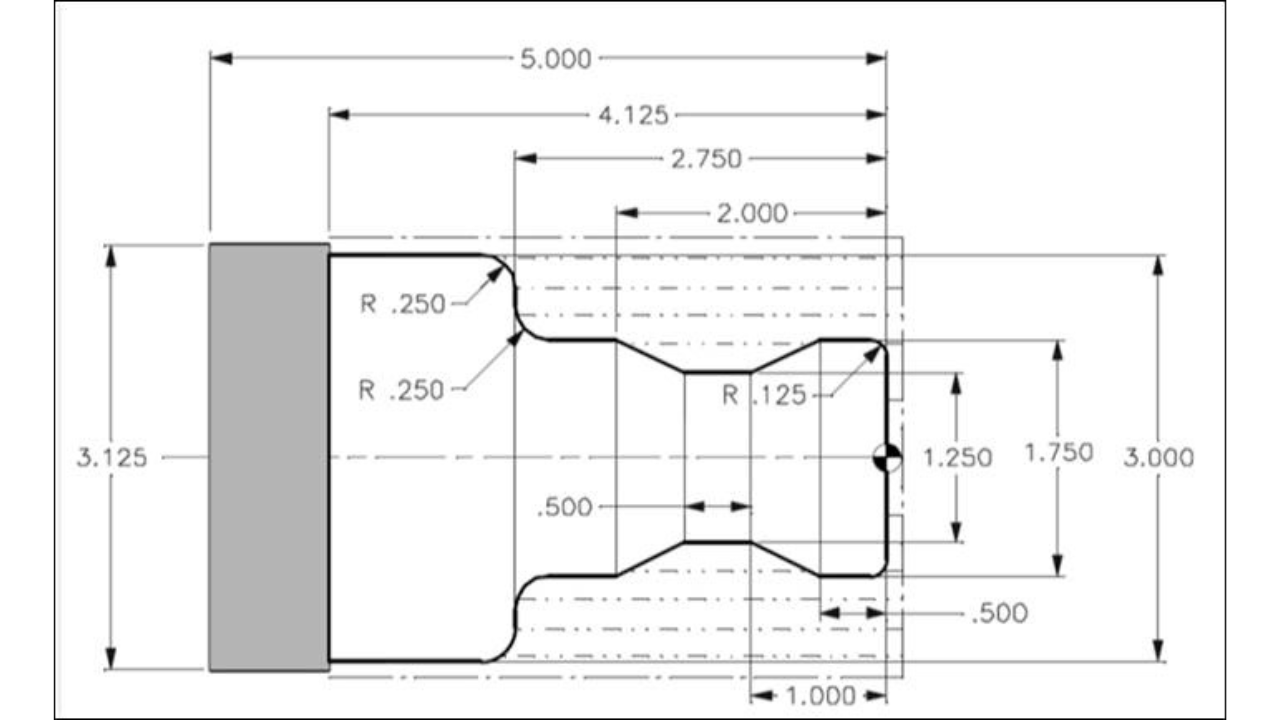
2. معرفة مواصفات قطعة العمل
تتطلب برمجة أي مخرطة CNC بعض التحضيرات الأولية، بما في ذلك معرفة المواد والأبعاد، وخاصةً لقطعة العمل. تجدر الإشارة، على سبيل المثال، إلى اختلاف معايير القطع بين معادن مثل الألومنيوم والفولاذ والتيتانيوم مقارنةً بالبوليمرات أو المواد المركبة.
علاوة على ذلك، تتفاعل كل مادة من المواد المذكورة مع الحرارة والضغط بشكل مختلف، مما يؤثر على معدل التغذية وحتى على اختيار الأدوات. يؤدي عدم مراعاة هذه الجوانب إلى قطع غير صحيح، أو هدر كبير، أو تلف الأدوات.
3. اختيار الأدوات المناسبة للقطع
فيما يتعلق بالدقة وعمر الأداة وكفاءتها، فإن العامل الأهم لاختيار أداة القطع هو اختيارها. اختر حامل الأداة وحشوها المناسبين لمادة قطعة العمل ونوع عملية التصنيع المطلوبة.
تعتبر إدخالات الكربيد أكثر ملاءمة للقطع بسرعة عالية، وستعمل أدوات الفولاذ عالية السرعة بشكل أفضل في سرعات القطع الأبطأ لأنها أكثر مرونة بشكل عام.
تلعب هندسة الأدوات، وتحديدًا زوايا الانحناء وقاطع الرقائق، دورًا في تشطيب السطح وإزالة الرقائق. وبالتالي، فإن استخدام الأدوات المناسبة يُقلل من التآكل، ويُقلل من وقت التوقف عن العمل، ويُسهم في تحسين الأداء العام للتشغيل الآلي.
4. طرق تثبيت العمل والتثبيت
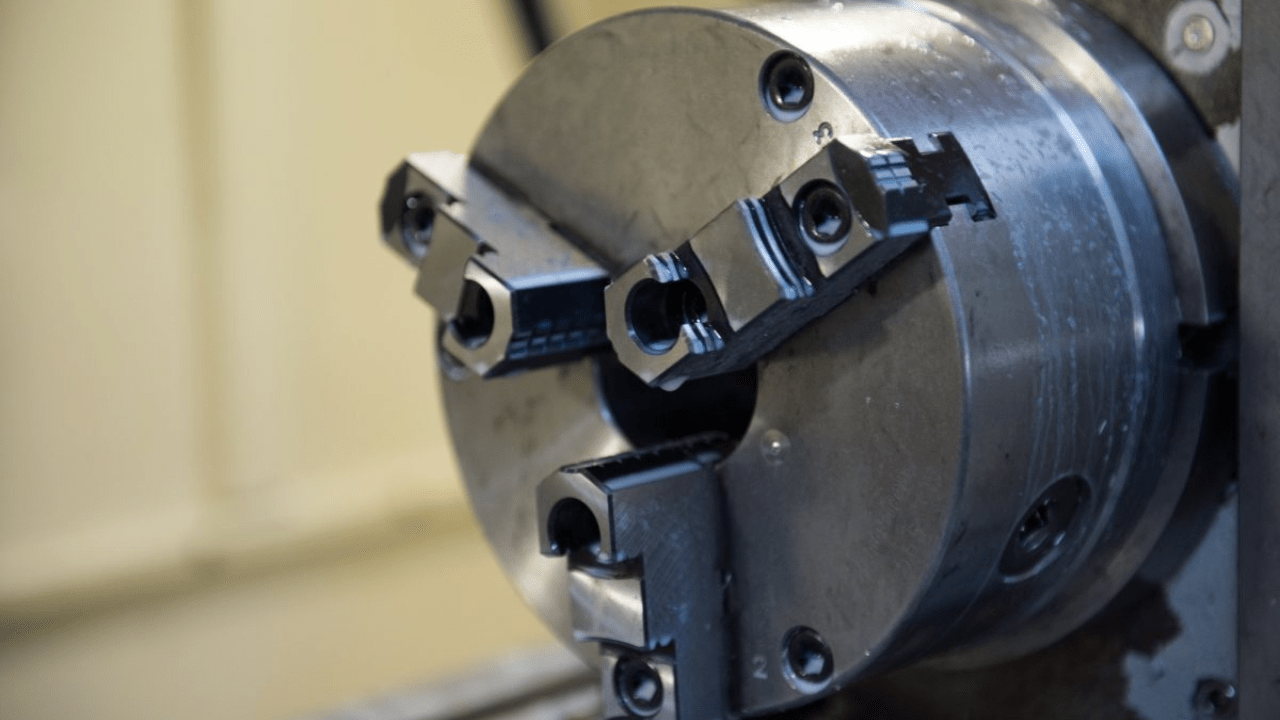
يجب أن تمنع طريقة تثبيت قطعة العمل الحركة أثناء التشغيل، مما يعزز دقتها. تشمل أدوات تثبيت قطعة العمل المقابض، والمشابك، والألواح الأمامية، وغيرها، والتي تعمل بشكل أفضل مع مختلف الأجزاء.
ظرف ثلاثي الفكين مناسب لتثبيت قطع العمل الدائرية، بينما يوفر المشبك دقة أعلى للقطع الصغيرة. من ناحية أخرى، تُثبّت الألواح الأمامية قطع العمل ذات الأشكال غير المنتظمة.
لذلك، يُقلل التثبيت الجيد للشغل الاهتزاز، ويُحافظ على ثبات قطعة العمل، ويمنع سوء المحاذاة أثناء التشغيل. إذا لم تُثبّت قطعة العمل بشكل صحيح، فسيؤدي ذلك إلى عدم دقة العمل أو تلف الآلة.
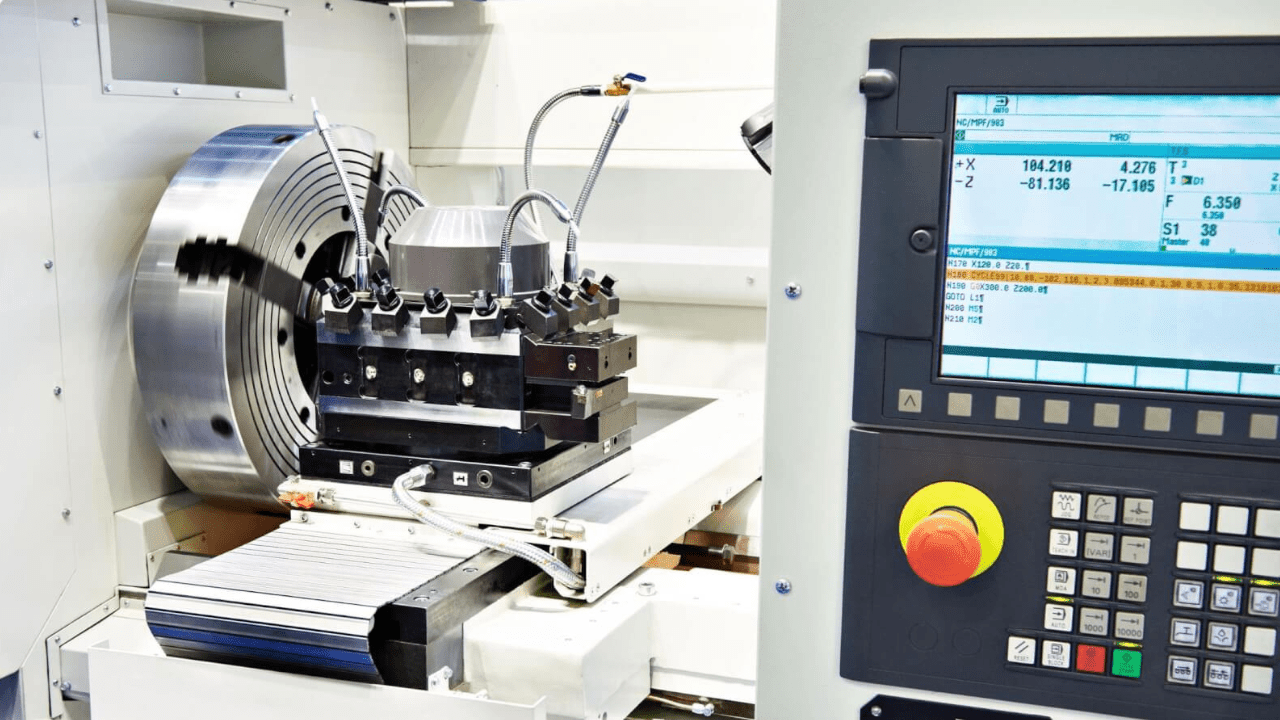
إعداد مخرطة CNC
· تشغيل الجهاز وتهيئته
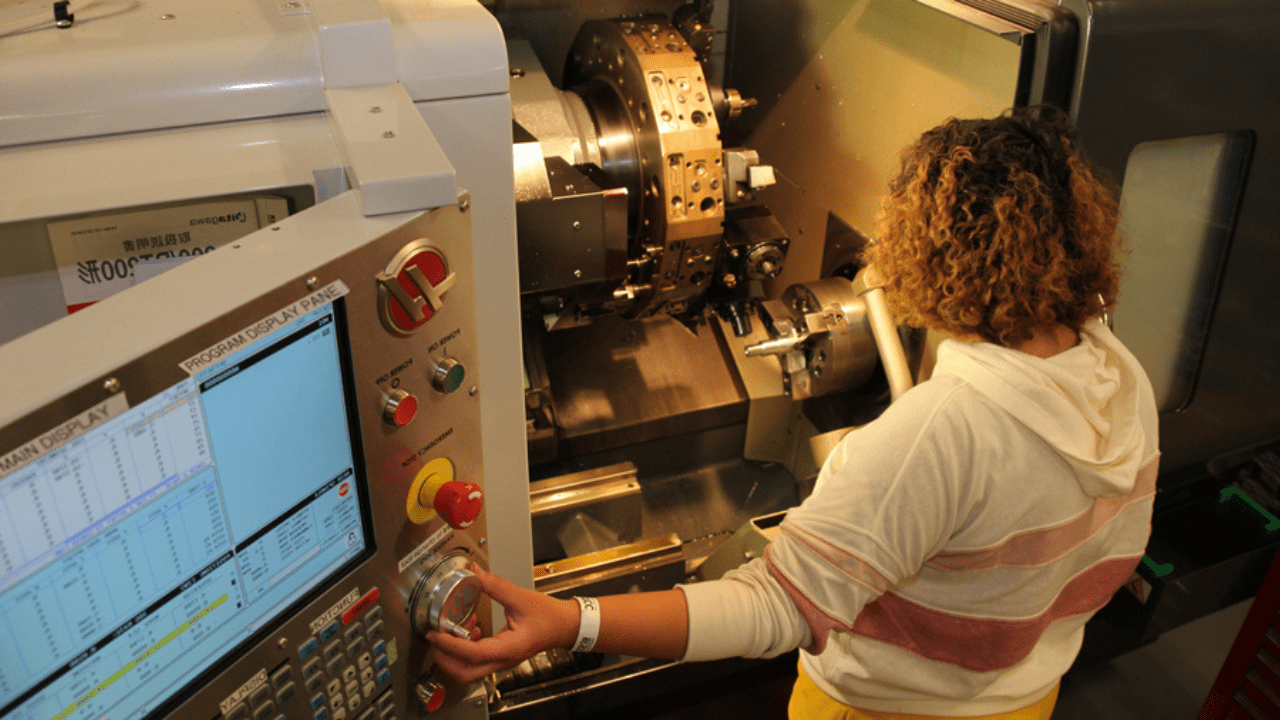
الخطوة الأولى نحو برمجة وقطع مخرطة CNC هي تشغيل الآلة. عند تشغيلها، يمر نظام التحكم بعملية تشخيص ذاتي للتأكد من أن كل شيء يعمل بشكل صحيح.
على سبيل المثال، عملية التوجيه هي التي تُحرّك الآلة إلى موضع مرجعي، وتُعيد ضبط المحور وتُهيئه لحركة دقيقة. قد يؤدي تجاهل هذه العملية إلى عدم محاذاة الأداة أو وضعها بشكل خاطئ. باستخدام لوحة التحكم، يمكنك التحقق من إعدادات النظام، وإزاحات الأدوات، ومعلمات المغزل قبل بدء عملية التشغيل.
· تحميل قطعة العمل وتأمينها بشكل صحيح
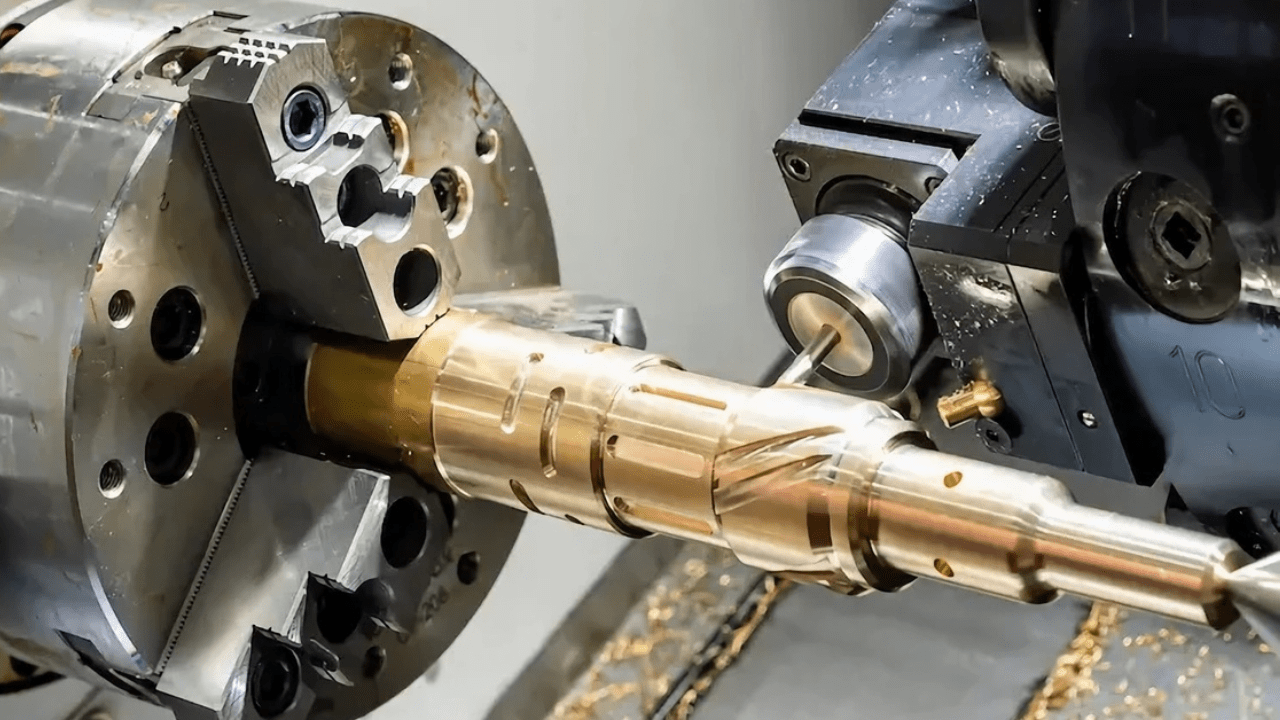
يتطلب التشغيل الدقيق وضعًا جيدًا لقطعة العمل. بناءً على شكل وحجم ونوع مادة قطعة العمل، يتم اختيار طريقة تثبيت مناسبة.
على سبيل المثال، ستستخدم ظرفًا ثلاثي الفكوك لتصنيع الأجزاء الدائرية، لكنك ستحتاج إلى ظرف رباعي الفكوك لتثبيت الأشكال غير المنتظمة لضمان محاذاة أكثر دقة. أما بالنسبة للأجزاء الصغيرة، فإن ظرف التثبيت يُمسكها جيدًا دون ضغط كبير. وبالتالي، فإن المحاذاة الجيدة تمنع الاهتزاز، وهو أمر ضروري لضمان قطع سلس ودقيق.
علاوة على ذلك، يجب موازنة قوى الشد لمنع تشوه قطعة العمل. فالشد المفرط قد يؤدي إلى سحق قطعة العمل، بينما قد يؤدي الشد غير الكافي إلى انزلاقها.
لذلك، يُنصح باختبار المخرطة بتدوير المغزل يدويًا للتأكد من ثبات قطعة العمل. في حال ملاحظة أي حركة أو اهتزاز في قطعة العمل، يجب إجراء تعديل لتجنب أخطاء التشغيل. وبالتالي، فإن التثبيت الصحيح يعني تقليل احتمالية كسر الأداة وزيادة دقة الأبعاد أثناء العملية.
· اختيار الأداة وإعداد إزاحة الأداة
يُحدد اختيار الأداة المناسبة للعمل كفاءة القطع وتشطيب السطح. تتوفر أدوات متنوعة تُؤدي عمليات مختلفة، مثل التخشين والحفر والتشطيب والنقر.
على سبيل المثال، تعتبر إدخالات الكربيد متينة للغاية، وبالتالي فهي مناسبة للقطع عالي السرعة للمعادن، كما أن الفولاذ عالي السرعة أكثر مرونة للمواد الأكثر ليونة.
من ناحية أخرى، تُعدّ حوامل الأدوات ضروريةً لتحقيق الاستقرار وتقليل الانحراف. وبالتالي، فإنّ التركيب الصلب للأداة يسمح باهتزازات أقلّ، مما يُطيل عمرها ويُتيح نتائج قابلة للتكرار.
بالإضافة إلى ذلك، تُستخدم إزاحات الأدوات للقطع الدقيق. لكل أداة إزاحة منفصلة تُستخدم لتحديد موضعها الدقيق بالنسبة لقطعة العمل. بدون إدخال هذه القيم بشكل صحيح في وحدة التحكم CNC، لا يمكن ضمان عمق القطع الصحيح، وقد تحدث تصادمات.
توفر بعض الآلات قياسًا آليًا للأداة باستخدام مسبار، بينما يتطلب بعضها الآخر إدخالًا يدويًا. يساعد فحص إزاحة الأداة قبل بدء أي عملية تشغيل على تجنب الأخطاء المكلفة والحفاظ على جودة القطع.
· ضبط نقطة الصفر لقطعة العمل
يعني ضبط الصفر أن مخرطة CNC قادرة على تنفيذ جميع الأوامر المبرمجة بدقة. هذا هو المرجع لبدء القطع. ونظرًا لأن معظم المخرطات تعتمد الآن على نظام إزاحة العمل، مثل G54 إلى G59، يمكن تحديد مواضع صفر مختلفة لعدة إعدادات.
من المهم أن نلاحظ أنه إذا لم يتم ضبط هذه النقطة بشكل صحيح فإن الأداة سوف تقطع في المكان الخطأ وتتسبب في إتلاف قطعة العمل أو المعدات.
عادةً، يُمكن تحديد نقطة الصفر باستخدام أداة اللمس أو مُحدِّد الحواف. في بعض مخارط CNC، تُحدِّد أنظمة الفحص التلقائي هذا الموضع بدقة. بمجرد ضبط نقطة الصفر، تُقاس جميع مسارات الأدوات من هذا المرجع.
سيؤدي عدم القيام بذلك إلى قياسات غير صحيحة للأجزاء وإهدار المواد. يضمن الضبط الدقيق لنقطة الصفر المرجعية محاذاة القطعة بشكل صحيح، ويجنب الأخطاء أثناء التشغيل.
· حسابات سرعة المغزل ومعدل التغذية
سرعة المغزل هي سرعة دوران أداة القطع، بينما يتوافق معدل التغذية مع سرعة دخول القاطع إلى المادة. يجب ضبط هذين المعيارين بعناية لإزالة المواد بكفاءة دون تآكل الأداة.
علاوة على ذلك، يختلف النطاق المثالي باختلاف مادة قطعة العمل، ونوع الأداة، والتشطيب المطلوب للسطح. يلزم استخدام سرعات أقل للمواد الصلبة، بينما يمكن استخدام سرعات أعلى للمواد اللينة، دون تراكم الحرارة.
يؤثر معدل التغذية أيضًا على كفاءة القطع وتكوين الرقائق. لذا، فإن معدل التغذية البطيء يضمن تشطيبًا ناعمًا، ولكنه قد يُسبب احتكاكًا بالأداة، مما يُقلل من عمرها الافتراضي.

كتابة برنامج مخرطة CNC
1. تنسيق البرنامج وبنيته
تتطلب برامج CNC تنسيقًا محددًا. يتكون كل سطر من رموز G (أوامر الحركة) ورموز M (أوامر الآلة). يضمن التنسيق الجيد عدم وجود أخطاء وسلاسة في التنفيذ.
2. التعليقات والوثائق
تُمكّن البرمجة باستخدام التعليقات المبرمج من فهم الكود لاحقًا. على سبيل المثال، يصف الأمر "تغيير الأداة للقطع الخشن" استخدام هذا الأمر. تُقلل البرامج المُوثّقة جيدًا من احتمالية حدوث لبس، وهي ضرورية لاكتشاف الأخطاء.
3. رموز G وM الهامة لآلات CNC
رموز G المستخدمة في عمليات الخراطة (G00، G01، G02، G03)
- G00 – حركة سريعة (حركة غير قاطعة)
- G01 – قطع بخط مستقيم عند تغذية متحكم بها
- G02 – قطع قوس باتجاه عقارب الساعة
- G03 – قطع قوس عكس اتجاه عقارب الساعة
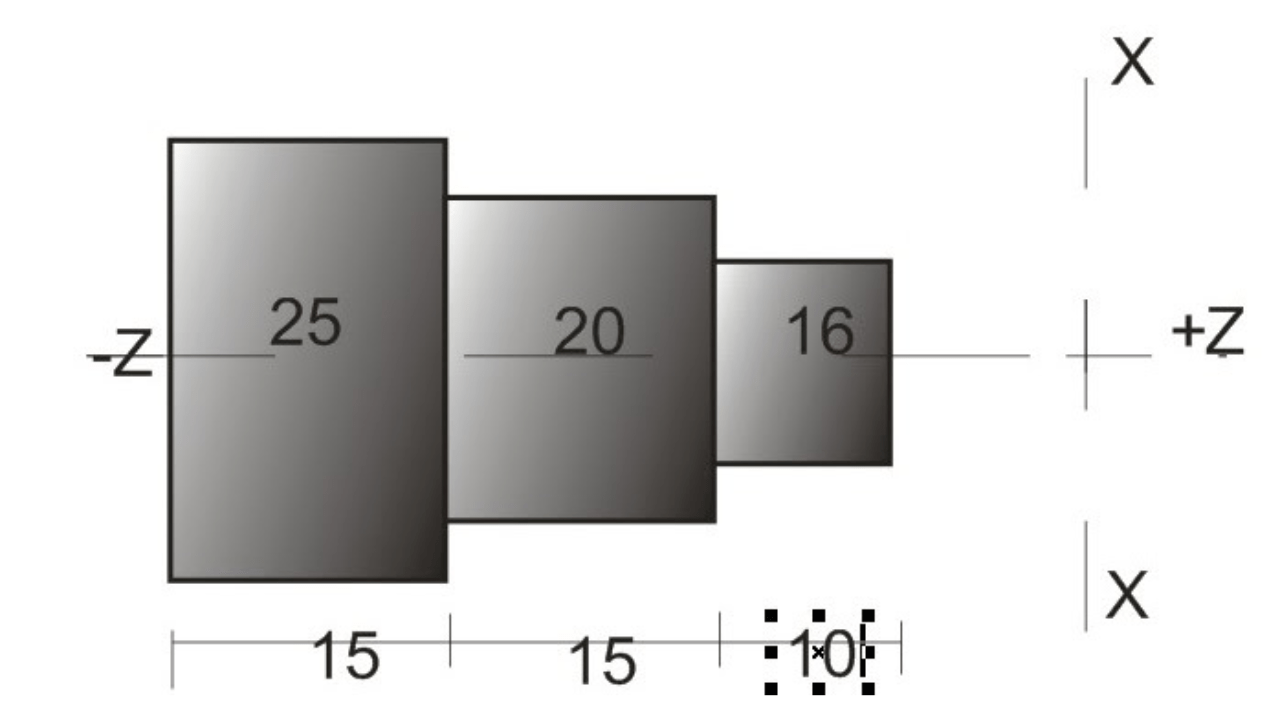
حركة الأدوات وتحديد موقعها
- G90 (الوضع المطلق): تعتمد الحركات على نقطة مرجعية صفرية.
- G91 (الوضع التدريجي): تعتمد الحركات على الوضع السابق.
أوامر التحكم في المغزل وتغيير الأداة (M03، M04، M06)
- M03 – المغزل قيد التشغيل (في اتجاه عقارب الساعة)
- M04 – المغزل قيد التشغيل (عكس اتجاه عقارب الساعة)
- M06 – تغيير الأداة
إنشاء برنامج أساسي لمخرطة CNC
1. أوامر الإعداد الأولي
قبل بدء التشغيل، يجب إعداد الآلة بشكل صحيح لضمان سلاسة التشغيل. يبدأ البرنامج بأوامر تحضيرية تُهيئ الآلة للعمل.
على سبيل المثال، يتم استخدام G21 لتعيين القياسات المترية، في حين يتم استخدام G20 لقياسات البوصة لتجنب أخطاء التحويل.
يجب أيضًا تحديد نظام إحداثيات العمل باستخدام إزاحات G54 أو G55 أو أي إزاحات أخرى. يُحدد هذا موضع قطعة العمل لضمان دقة الحركات.
يتضمن الإعداد أيضًا تفعيل المغزل واختيار الأداة المناسبين. يُفعّل الأمر M03 المغزل باتجاه عقارب الساعة، بينما يُشغّله الأمر M04 عكس اتجاه عقارب الساعة. يجب تحديد سرعة المغزل باستخدام الأمر S وفقًا لمتطلبات قطع المادة.
علاوة على ذلك، فإن اختيار الأداة المناسبة باستخدام T وM06 سيُمكّن الآلة من تحميل القاطع المناسب. تُعدّ هذه الأوامر أساسًا لعملية تشغيل آلية منظمة وفعالة، وبدونها ستعجز الآلة ببساطة عن العمل بشكل صحيح.
2. أوامر التمريرة الخشنة والتمريرة النهائية
تهدف عمليات الصقل إلى التخلص من المواد الزائدة بسرعة وكفاءة. تُستخدم أوامر مثل G00 للتحديد السريع للموضع وG01 للحركات الخطية المُتحكم بها لتوجيه الأداة خلال عملية القطع الأولى.
تحتاج إلى الأمر F لتحديد معدل التغذية المناسب مع مراعاة السرعة مقابل قوى القطع.
لذلك، تتضمن عمليات التشغيل الخشنة عادةً عدة زيادات في العمق لتقليل الضغط على الأداة ومنع تراكم الحرارة الزائدة.
3. عمليات الحفر واللولبة والأخاديد
للحفر، يلزم تحديد المواقع بدقة والتحكم في العمق لعمل الثقوب بدقة. يتم تفعيل دورة الحفر البسيطة بواسطة G81، بينما يتم إجراء الحفر المنقاري بواسطة G83.
بالإضافة إلى ذلك، يجب تحديد سرعة المغزل ومعدل التغذية والعمق لمنع كسر الأداة. يساعد الجمع بين حجم المثقاب المناسب والاستخدام السليم لسوائل التبريد في الحفاظ على جودة الثقب وعمر الأداة الأمثل.
وبالتالي، فإن الاستراتيجية غير الكافية في الحفر تؤدي إلى تراكم الرقائق، وانحراف الأدوات، واختلافات في أقطار الثقوب.
يُزامن الخيط دوران المغزل وحركة الأداة. يُحدد كلٌّ من G76 وG92 أوامرَ لتكوين خيوط خارجية أو داخلية دقيقة. لتجنب تمزق المادة وتآكل الأداة بشكل مفرط، يجب التحكم في عمق القطع.
في عمليات الحفر، تُستخدم الأدوات أيضًا لقطع التجاويف أو القنوات في قطعة العمل. تُقلل الأدوات من الضغط، وتُسهّل عملية إزالة الرقائق باستخدام تقنية G75 command peck grooving.
4. استخدام البرامج الفرعية والحلقات
تُسهّل البرامج الفرعية عملية البرمجة لعمليات التشغيل المتكررة. على سبيل المثال، تستدعي أوامر M98 برنامجًا فرعيًا لإعادة استخدام تسلسلات القطع المُغذّاة مسبقًا. هذا يُوفّر الوقت ويُقلّل من احتمالية حدوث أخطاء في البرمجة.
في حالة تشغيل عدة أجزاء متطابقة، تضمن البرامج الفرعية تطبيق نفس الكود دون الحاجة إلى إعادة كتابته. يؤدي إهمال استخدام البرامج الفرعية غالبًا إلى برامج طويلة، مما يزيد من صعوبة تصحيح أخطائها وتعديلها.
علاوة على ذلك، تُبسّط الحلقات تحسين حركات الأدوات من خلال توفير إمكانية تكرار أوامر مُحددة. على سبيل المثال، يُتيح الأمر M99 إمكانية تكرار أي برنامج فرعي يُستخدم في الإنتاج. يُمكن استخدام الحلقات للعمليات المتكررة مثل حفر الثقوب، أو التثقيب، أو تحديد الخطوط.
إدخال البرنامج ومحاكاته
1. نقل البرنامج إلى مخرطة CNC
لا يزال يتعين عليك نقل البرنامج إلى الآلة بعد الانتهاء من كتابة برنامج مخرطة CNC. يُعد استخدام محركات أقراص USB، أو التحكم الرقمي المباشر، أو الكتابة المباشرة عبر لوحة التحكم من طرق النقل الشائعة في معظم مخرطات CNC.
أسهل وأسرع طريقة لتحميل البرامج للآلات المستقلة هي عبر نقل البيانات عبر USB. يربط نظام التحكم الرقمي المباشر مخرطة CNC بجهاز كمبيوتر، مما يسمح بنقل البيانات آنيًا.
من ناحية أخرى، يتطلب إدخال الكود يدويًا ضغطات مفاتيح دقيقة لتجنب أي أخطاء، ولكن يمكن إجراء تغيير بسيط مباشرةً على الجهاز. تعتمد معظم طرق النقل هذه على سير عملك، وقدرات الجهاز، والمتطلبات المفروضة على تعقيد البرنامج.
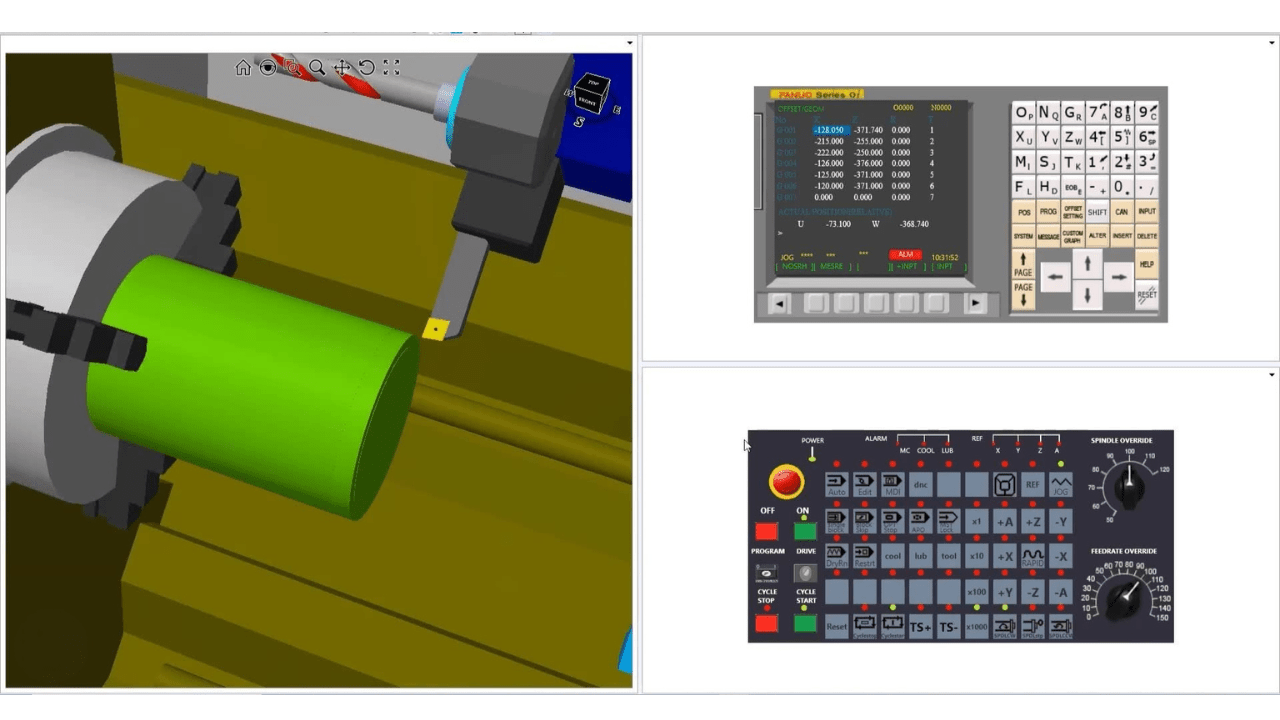
2. إجراء تجربة تجريبية
يساعد إجراء تشغيل تجريبي قبل تشغيل القطعة على التحقق من دقة البرمجة. يسمح التشغيل التجريبي لمخرطة CNC بتنفيذ البرنامج دون قطع المادة، مما يضمن أن تتبع حركات الأداة المسار المقصود.
يساعد التشغيل التجريبي على اكتشاف إزاحات الأدوات الخاطئة، والإحداثيات غير المتوافقة، والأعطال غير المتوقعة للأدوات الناتجة عن أخطاء البرمجة. توفر العديد من مخارط CNC خيار المحاكاة الرسومية للتمثيل المرئي لحركات الأدوات، مما يُسهّل اكتشاف الأخطاء. يُساعد هذا الكشف المبكر على تجنب أي أخطاء مكلفة أو أضرار قد تلحق بالآلة أو قطعة العمل.
علاوةً على ذلك، سيتضمن التشغيل التجريبي مراقبة سلوك مسار الأداة لضمان سلاسة التشغيل. في حال وجود توقفات غير مرغوب فيها، أو اهتزازات مفاجئة، أو سرعة غير صحيحة للمغزل، فهذا يعني وجود خطأ في البرمجة ويجب إصلاحه.
علاوةً على ذلك، فإنّ فحص معدلات التغذية وتغييرات الأدوات أثناء المحاكاة يضمن تنفيذ كل عملية على النحو المطلوب. في حال حدوث أي خطأ، يُصحّح تحليل البرنامج سطرًا بسطر الخطأ.
3. تصحيح أخطاء مسارات الأدوات
حتى بعد تجربة تجريبية جيدة، يُحسّن تحليلك للبرنامج من كفاءة التشغيل. تُساعد مراجعة مسار الأداة على ضمان سير كل حركة في المسار الأكثر مباشرة وكفاءة.
يؤدي السحب المفرط للأدوات، والحركات السريعة المفرطة، والتمريرات غير الضرورية إلى زيادة مدة الدورة وإتلاف أدوات القطع. لذا، فإن تعديل هذه المسارات يُقلل من وقت التشغيل دون المساس بالدقة.
علاوةً على ذلك، من خلال ضبط معدل التغذية وسرعة المغزل بما يتناسب مع خصائص قطع المادة المُراد قطعها، يتم ضمان الأداء الأمثل للبرنامج. وبالتالي، تُؤدي التدخلات البسيطة هنا إلى زيادة الإنتاجية وإطالة عمر الأداة.
علاوة على ذلك، فإن الخطوة الأخيرة في تصحيح الأخطاء هي اكتشاف أي أخطاء متبقية في البرنامج وتصحيحها. يضمن التحقق الدقيق من رموز G وM أن كل أمر يعمل وفقًا لأوامره. كما أن التحقق من تغييرات الأدوات المفقودة، أو وقت الانتظار الخاطئ، أو الأوامر المتناقضة يمنع الانقطاعات غير المبررة أثناء التشغيل.
تشغيل البرنامج على مخرطة CNC
· التحقق من الإعداد قبل التنفيذ
تأكد من محاذاة المغزل وقطعة العمل بالإضافة إلى عدد إزاحات الأداة قبل الاستخدام.
· بدء عملية التصنيع خطوة بخطوة
ابدأ بتشغيل خطوة واحدة في كل مرة للتأكد من صحة جميع الحركات قبل تشغيل البرنامج بالكامل.
· مراقبة تآكل الأدوات
راقب باستمرار أي تآكل أو كسر في الأداة. قد يكون السبب هو الحاجة إلى تحسين معدل التغذية أو تآكل الأدوات قبل استبدالها.
· التعامل مع الأخطاء غير المتوقعة
في حالة صدور إنذار، يجب عليك إيقاف الماكينة وتشخيص المشكلة باستخدام شاشة CNC أو الدليل.

مراقبة جودة ما بعد المعالجة
· فحص قطعة العمل النهائية
باستخدام الفرجار أو الميكرومتر، يجب عليك مقارنة البعد الإجمالي مع البعد المقترح.
· قياس الأبعاد
تعتبر مقاييس الخشونة مفيدة في التحقق من التشطيب المناسب.
· ضبط الإزاحات
إذا كانت القياسات غير دقيقة قليلاً، فيجب عليك ضبط التسامحات عن طريق تغيير إزاحات العمل أو الأداة لرفع الدقة.
· حفظ البرنامج وتحسينه للاستخدام المستقبلي
يجب عليك دائمًا الحفاظ على برامج العمل وتحسين الترميز لأوقات التشغيل الأقصر.
تقنيات مخرطة CNC عالية الجودة للبرمجة
1. استخدام وحدات الماكرو والمعاملات
بإمكانك استخدام وحدات الماكرو والبرمجة البارامترية لأتمتة المهام المتكررة بسهولة وبالتالي جعل برنامجك مرنًا.
بدلاً من كتابة أكواد منفصلة لعمليات متشابهة إلى حد ما، يمكنك تعريف متغيرات واستخدام شروط لإنشاء مسارات الأدوات ديناميكيًا. وهذا بدوره يوفر وقت البرمجة ويتحقق من الأخطاء. كما يسمح بتعديل الأبعاد والتسامحات بسرعة دون الحاجة إلى إعادة كتابة البرنامج بأكمله.
2. استخدام برنامج CAD CAM
يتيح برنامج CAD CAM تصميم وإنشاء برامج CNC لإنتاج مكونات بالغة التعقيد. يتيح لك إنشاء نماذج رقمية وإنشاء مسارات أدوات مُحسّنة تلقائيًا بدلاً من إنشاء كل حركة في البرنامج يدويًا. وبالتالي، يمكنك تحقيق الدقة وتقليل الأخطاء البشرية من خلال هذه الطريقة.
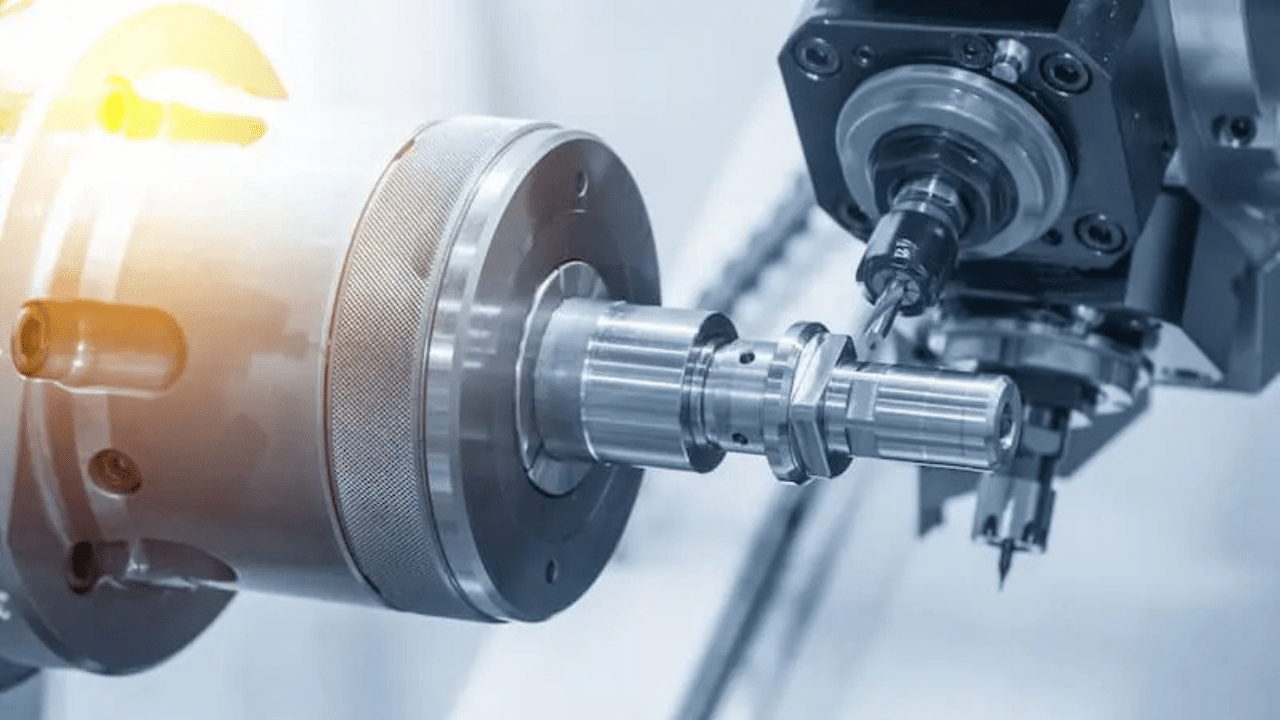
3. الدوران متعدد المحاور
يمكن تشغيل مجموعة واسعة من الأشكال الهندسية المتقدمة في إعداد واحد باستخدام الخراطة متعددة المحاور. فبدلاً من نقل قطعة العمل إلى إعدادات مختلفة، تتيح الحركة المتزامنة باستخدام المحاور عمليات الخراطة أو الطحن أو الحفر.
بفضل دمج الأدوات الحية، تُجرى عمليات الطحن والحفر والنقر على المخرطة. هذا يُقلل من زمن الدورة، بالإضافة إلى معالجة الآلات بشكل أكبر. وبالتالي، يُعزز استخدام تقنية المحاور المتعددة الدقة ويُحسّن الإنتاجية.
4. الأتمتة
لقد مكّنت الأتمتة والتصنيع التكيفي عملية الإنتاج من أن تصبح أكثر كفاءة. تحافظ مُبدِّلات الأدوات الآلية، إلى جانب المحمّلات الروبوتية، على استمرارية العمليات من خلال تقليل التواصل البشري.

أخطاء برمجة مخرطة CNC الشائعة وكيفية تجنبها
· إزاحات الأدوات وإعدادات الإحداثيات غير الصحيحة
تؤدي الإزاحات الخاطئة إلى عدم المحاذاة والأخطاء في التشغيل، لذلك، تحقق دائمًا من القيم قبل القطع.
· اختيار غير صحيح للتغذية والسرعة
الإعدادات الخاطئة تؤدي إلى تآكل الأداة أو ضعف جودتها. لذا، يجب اتباع توصيات الشركة المصنعة.
· الإشراف على إجراءات السلامة
من خلال تخطي فحوصات السلامة، فإنك تخاطر بإصابة نفسك بالإضافة إلى إتلاف الجهاز.
· سوء تفسير وظائف G-Code وM-Code
يساعد الفهم العميق لكل أمر على منع حركة الأداة غير المتوقعة.
خاتمة
يتطلب إعداد برنامج مخرطة CNC بدقة ومهارة عالية تركيزًا ودقة. كما أن معرفة G-code والأدوات ومراقبة الجودة ستساعدك على تطوير برامج سريعة وخالية من الأخطاء.
إذا كنت تبحث عن خبراء في تصنيع وبرمجة آلات المخرطة CNC، فإن فنيي TSINFA موجودون هنا للمساعدة - اتصل بنا الآن.